
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk. Tidskrift
Det minsta uppmätta värdet är, som jag förut
nämnt:
fi = 0,01
således nära 3,5 gånger så högt. Detta bestyrker
vår förut uttalade åsikt, att man i allmänhet ej
har fullgod oljefilm mellan kuggarna.
Det bör i detta samband för övrigt
uppmärksammas, att friktionskoefficienten fi för snäckans
rotationsrörelse i>i utfaller även teoretiskt
betydligt högre än den för den axiella rörelsen vx tg ß
nu beräknade. För halvtorr friktion har man ju
nämligen effektförlusten per nr för
axialrörel-sen:
Ea = /i p vi tg ß (22)
och den resulterande för axialrörelsen och
rotationen (i>i stor i förhållande till u, tg ß):
E^Jcp Voi2 + fVlgV (23)
Förlusten för enbart rotationsrörelsen blir då:
~Hpvi= E — E«= pvApVl + tg2ß — /itgß) (24)
och därav
ß _
För ex. ß = 14 är
och för ß = 30° är
sin ß
1 — eos ß
= cot
ß
(25)
a.
r*
8
3,7.
Det maximala hydrauliska specifika trycket är
ju också i enlighet med förut nämnda uppsats
rn( P V 1
= °’0<} U~sin2«J " - i/ü: (26)
Ti Vt] V
och med de förut använda värdena på e, <% och v
får man
10V;’ 2 000
c sin 2 <x
nri.(c7tm lOV’1
Pm — 0,06 I-—––I ’
\ esin 2 <x / z
mVt] vi tg/?
= 1,68’ 10
(27)
c rn
t]Vitgß
och med talvärden enligt föregående exempel
pm = 1,64 • 107 kg/m2 = 1 640 kg/cm2
Detta värde är något högre än det motsvarande
Hertzska trycket eller
p^n = 1 640 =
öm 1 635
1
Detta värde kan gott tillåtas i enlighet med vad
jag förordat i fråga om cylindriska kuggväxlar.
(Pm <2
ömax
De hydrauliska formlerna äro värdefulla att
studera, emedan de tydligt utvisa, vilka faktorer,
som spela in och hur de medverka.
Eftersom standardiseringen av snäckfräsar och
verktyg i allmänhet för tillverkning av
snäckväx-lar kommit upp till diskussion3 vill jag som
avslutning något belysa denna fråga och framhålla
en del synpunkter.
Verktygen ifråga äro givetvis beroende på hur
snäckan utföres. I stort sett kan man då särskilja
två fall:
1. snäckan utföres med rak profil (normal
profil) i normalsnittet,
2. snäckan utföres som s.k. evolventsnäcka.
Till grupp 1. höra nog de flesta snäckväxlar,
som tillverkas vid våra mekaniska verkstäder,
och till grupp 2. för massfabrikation avsedda
växlar med många ingångar. I detta fall kan
snäckan behandlas som ett kugghjul med
skruvkuggar och fräsas med standardsnäckfräs i
av-valsningsmaskin. Jag behandlar därför endast
snäckväxlar enligt grupp 1.
Vid en eventuell standardisering av verktygen
måste man nog avstå från axialmodulen, som
ing. C G Brodén mycket riktigt framhållit. Man
behöver emellertid därför ej frångå ing. B
Jung-ers mycket tänkvärda förslag att standardisera
snäckans delningsdiameler i jämna mått.
Man har ju nämligen
där
och
_ it _i Jim
Tidi ~ jcdi
Zi eos ß
di - irin zi
(28)
fi =
m„Zi
normalmodulen
m„ — m eos ß
Av (28) erhålles också
i
sin ß =
Zi
o 2 4 6 8 10 12 14 16 18 X
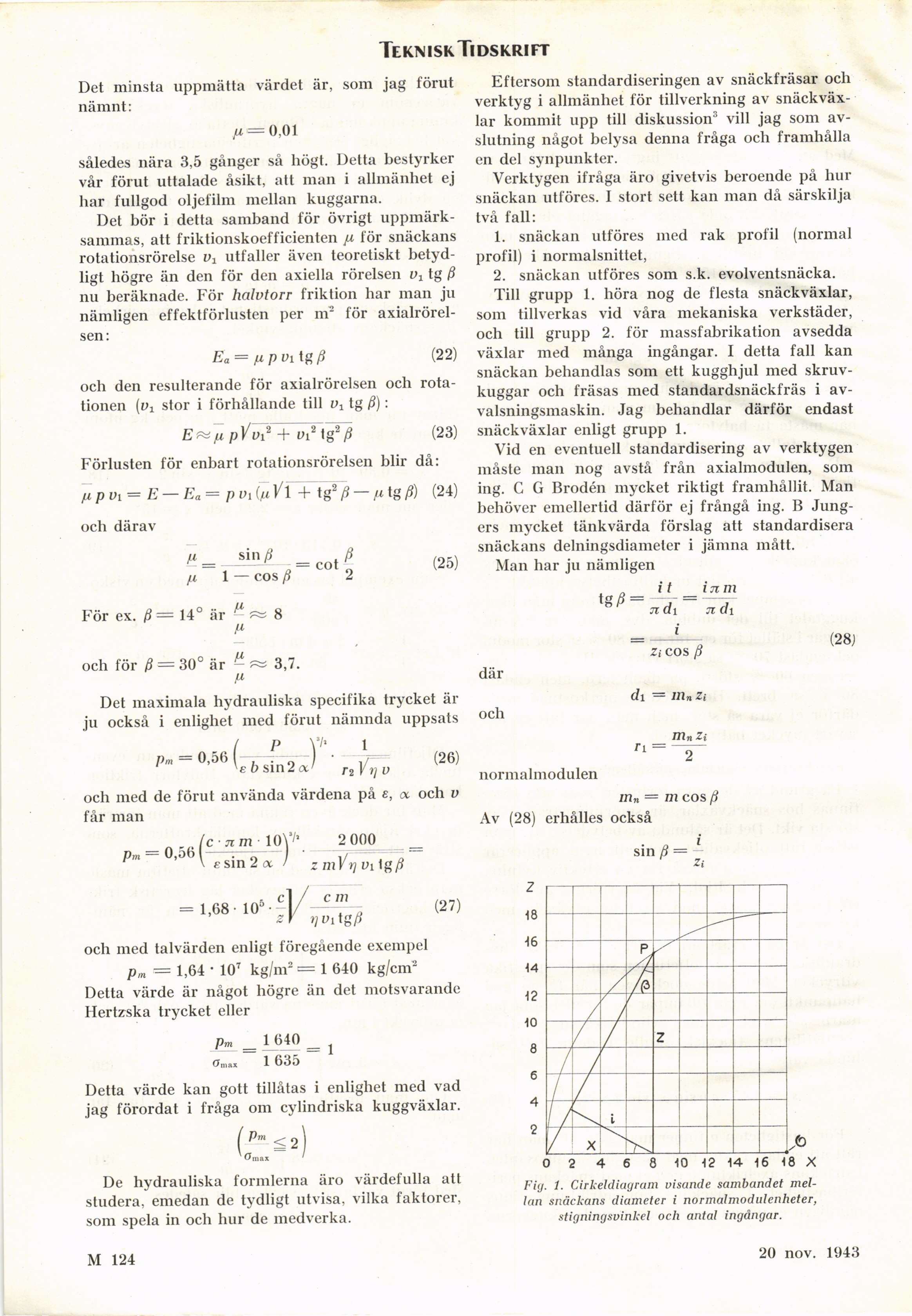
Fig. 1. Cirkeldiagram visande sambandet
mellan snäckans diameter i normalmodulenheter,
stigningsvinkel och antal ingångar.
M 124
18 sept. 1943
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}