
Full resolution (JPEG) - On this page / på denna sida - H. 16. 17 april 1948 - Kolvslipning, av Hf - Slipning av spiralborrar, av Hf - Starkare rör genom hydraulisk expansion, av WS - En automatisk snabbvåg, av W S
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
17 april 19A8
259
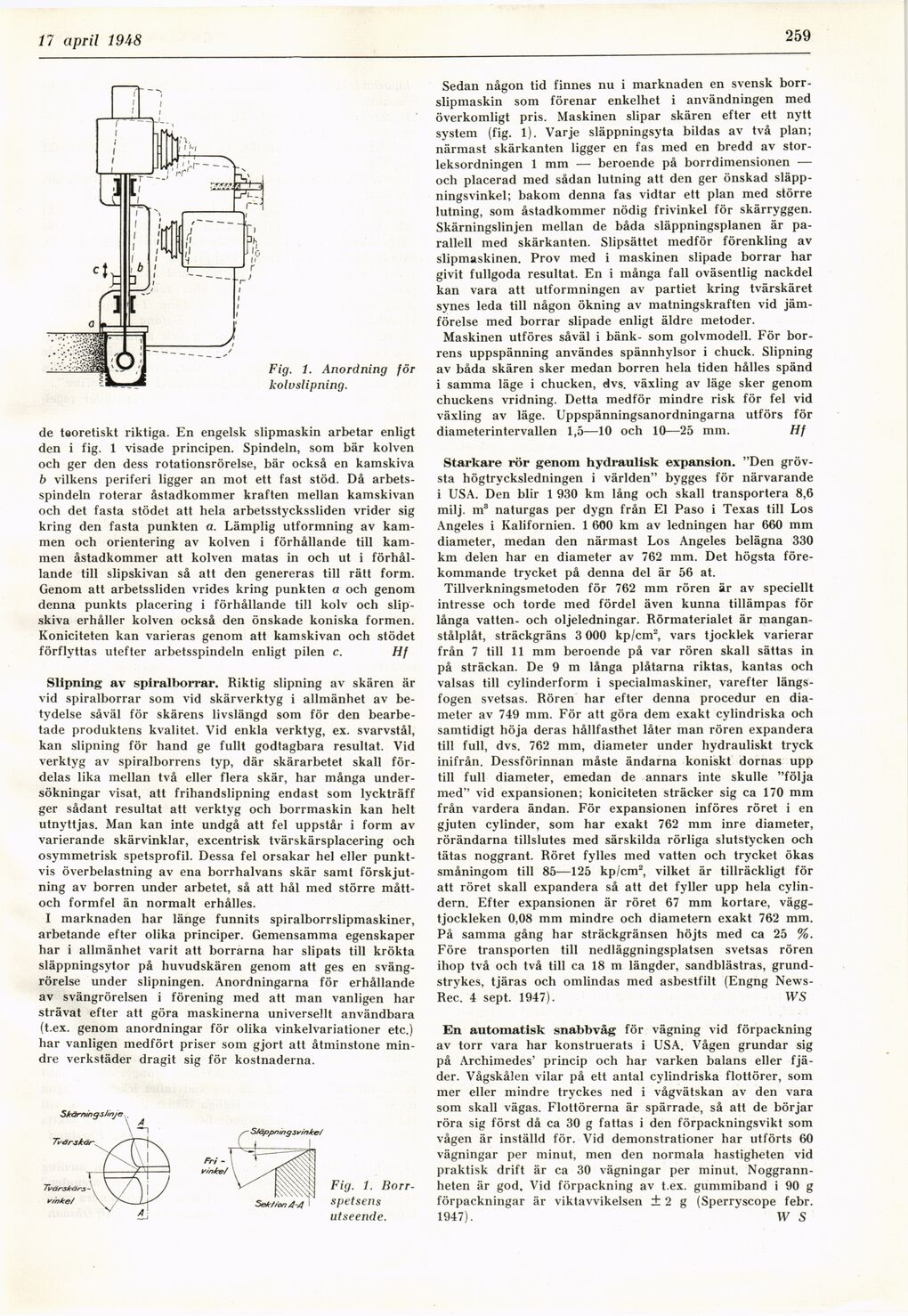
Fig. 1. Anordning för
kolvslipning.
de teoretiskt riktiga. En engelsk slipmaskin arbetar enligt
den i fig. 1 visade principen. Spindeln, som bär kolven
och ger den dess rotationsrörelse, bär också en kamskiva
b vilkens periferi ligger an mot ett fast stöd. Då
arbets-spindeln roterar åstadkommer kraften mellan kamskivan
och det fasta stödet att hela arbetsstyckssliden vrider sig
kring den fasta punkten a. Lämplig utformning av
kammen och orientering av kolven i förhållande till
kammen åstadkommer att kolven matas in och ut i
förhållande till slipskivan så att den genereras till rätt form.
Genom att arbetssliden vrides kring punkten a och genom
denna punkts placering i förhållande till kolv och
slipskiva erhåller kolven också den önskade koniska formen.
Koniciteten kan varieras genom att kamskivan och stödet
förflyttas utefter arbetsspindeln enligt pilen c. Hf
Slipning av spiralborrar. Riktig slipning av skären är
vid spiralborrar som vid skärverktyg i allmänhet av
betydelse såväl för skärens livslängd som för den
bearbetade produktens kvalitet. Vid enkla verktyg, ex. svarvstål,
kan slipning för hand ge fullt godtagbara resultat. Vid
verktyg av spiralborrens typ, där skärarbetet skall
fördelas lika mellan två eller flera skär, har många
undersökningar visat, att frihandslipning endast som lyckträff
ger sådant resultat att verktyg och borrmaskin kan helt
utnyttjas. Man kan inte undgå att fel uppstår i form av
varierande skärvinklar, excentrisk tvärskärsplacering och
osymmetrisk spetsprofil. Dessa fel orsakar hel eller
punktvis överbelastning av ena borrhalvans skär samt
förskjutning av borren under arbetet, så att hål med större
mått-och formfel än normalt erhålles.
I marknaden har länge funnits spiralborrslipmaskiner,
arbetande efter olika principer. Gemensamma egenskaper
har i allmänhet varit att borrarna har slipats till krökta
släppningsytor på huvudskären genom att ges en
sväng-rörelse under slipningen. Anordningarna för erhållande
av svängrörelsen i förening med att man vanligen har
strävat efter att göra maskinerna universellt användbara
(t.ex. genom anordningar för olika vinkelvariationer etc.)
har vanligen medfört priser som gjort att åtminstone
mindre verkstäder dragit sig för kostnaderna.
Fig. 1. Borr-
spetsens
utseende.
Sedan någon tid finnes nu i marknaden en svensk
borr-slipmaskin som förenar enkelhet i användningen med
överkomligt pris. Maskinen slipar skären efter ett nytt
system (fig. 1). Varje släppningsyta bildas av två plan;
närmast skärkanten ligger en fas med en bredd av
storleksordningen 1 mm — beroende på borrdimensionen —
och placerad med sådan lutning att den ger önskad
släpp-ningsvinkel; bakom denna fas vidtar ett plan med större
lutning, som åstadkommer nödig frivinkel för skärryggen.
Skärningslinjen mellan de båda släppningsplanen är
parallell med skärkanten. Slipsättet medför förenkling av
slipmaskinen. Prov med i maskinen slipade borrar har
givit fullgoda resultat. En i många fall oväsentlig nackdel
kan vara att utformningen av partiet kring tvärskäret
synes leda till någon ökning av matningskraften vid
jämförelse med borrar slipade enligt äldre metoder.
Maskinen utföres såväl i bänk- som golvmodell. För
borrens uppspänning användes spännhylsor i chuck. Slipning
av båda skären sker medan borren hela tiden hålles spänd
i samma läge i chucken, dvs. växling av läge sker genom
chuckens vridning. Detta medför mindre risk för fel vid
växling av läge. Uppspänningsanordningarna utförs för
diameterintervallen 1,5—10 och 10—25 mm. Hf
Starkare rör genom hydraulisk expansion. "Den
grövsta högtrycksledningen i världen" bygges för närvarande
i USA. Den blir 1 930 km lång och skall transportera 8,6
milj. m3 naturgas per dygn från El Paso i Texas till Los
Angeles i Kalifornien. 1 600 km av ledningen har 660 mm
diameter, medan den närmast Los Angeles belägna 330
km delen har en diameter av 762 mm. Det högsta
förekommande trycket på denna del är 56 at.
Tillverkningsmetoden för 762 mm rören är av speciellt
intresse och torde med fördel även kunna tillämpas för
långa vatten- och oljeledningar. Rörmaterialet är
manganstålplåt, sträckgräns 3 000 kp/cm2, vars tjocklek varierar
från 7 till 11 mm beroende på var rören skall sättas in
på sträckan. De 9 m långa plåtarna riktas, kantas och
valsas till cylinderform i specialmaskiner, varefter
längs-fogen svetsas. Rören har efter denna procedur en
diameter av 749 mm. För att göra dem exakt cylindriska och
samtidigt höja deras hållfasthet låter man rören expandera
till full, dvs. 762 mm, diameter under hydrauliskt tryck
inifrån. Dessförinnan måste ändarna koniskt dornas upp
till full diameter, emedan de annars inte skulle "följa
med" vid expansionen; koniciteten sträcker sig ca 170 mm
från vardera ändan. För expansionen införes röret i en
gjuten cylinder, som har exakt 762 mm inre diameter,
rörändarna tillslutes med särskilda rörliga slutstycken och
tätas noggrant. Röret fylles med vatten och trycket ökas
småningom till 85—125 kp/cm2, vilket är tillräckligt för
att röret skall expandera så att det fyller upp hela
cylindern. Efter expansionen är röret 67 mm kortare,
väggtjockleken 0,08 mm mindre och diametern exakt 762 mm.
På samma gång har sträckgränsen höjts med ca 25 %.
Före transporten till nedläggningsplatsen svetsas rören
ihop två och två till ca 18 m längder, sandblästras,
grund-strykes, tjäras och omlindas med asbestfilt (Engng
News-Rec. 4 sept. 1947). WS
En automatisk snabbvåg för vägning vid förpackning
av torr vara har konstruerats i USA. Vågen grundar sig
på Archimedes’ princip och har varken balans eller
fjäder. Vågskålen vilar på ett antal cylindriska flottörer, som
mer eller mindre tryckes ned i vågvätskan av den vara
som skall vägas. Flottörerna är spärrade, så att de börjar
röra sig först då ca 30 g fattas i den förpackningsvikt som
vågen är inställd för. Vid demonstrationer har utförts 60
vägningar per minut, men den normala hastigheten vid
praktisk drift är ca 30 vägningar per minut.
Noggrannheten är god. Vid förpackning av t.ex. gummiband i 90 g
förpackningar är viktavvikelsen + 2 g (Sperryscope febr.
1947). W S
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}