
Full resolution (JPEG) - On this page / på denna sida - H. 17. 24 april 1948 - Armering med sammanhängande järn - Tunnelarbeten för bergshangarer, av David Magnusson

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
24 april 1948
275
Armering med sammanhängande järn. Betongplattor i
bjälklag o.d. armeras oftast med fritt liggande raka
järn, som vanligen levereras i lagerlängder och kapas
på byggnadsplatsen till önskade mått, varvid 7—10 %
avgår som skrot. Järnens ändar ombockas sedan till
ändkrokar, som vid ingjutningen i betongen skall stå
vertikalt och nå in i plattans tryckta zon för att få avsedd
förankring. De två korsande armeringslagren najas noga
i korsningspunkterna med klen järntråd för att järnen
skall behålla sina inbördes avstånd och ändkrokarna sina
vertikala lägen tills de gjutits in i betongen. Alla som sysslat
med armering vet dock hur lätt järnen, trots noggrann
najning, förskjutes ur sina rätta lägen då man går på
dem eller då de lyftes och skakas för underfyllning, eller
då betongen vibreras; likaså ligger oftast ändkrokarna i
stället för att stå, allt till skada för ett fullgott arbete.
I syfte att undvika dessa olägenheter har en ny
arme-ringsmetod framkommit, kallad Gillbergsarmering. Härvid
görs armeringsjärnen kontinuerligt sammanhängande
såsom fram- och återgående parter med i vändpunkterna
snett uppåtböjda, bågformade övergångar och levereras
till byggnadsplatsen i måttbeställda, långsträckta buntar,
som enligt tillverkaren lätt sprids ut på endast bråkdelen av
den tid som annars åtgår vid användning av fritt liggande
järn. Vid överkantsarmering över bärande väggar vändes
givetvis ändbågarna nedåt. Förutom den tidsbesparande
utläggningen medför metoden god inbördes styrsel och
sammanhållning av järnen och därmed färre antal
naj-ningar. Ändförankringarna kan nu inte falla omkull och
armeringsmattan i sin helhet ligger orubblig. Känt är, att
man får bättre vidhäftning mellan järn och betong och en
mera sprickfri konstruktion med flera tättliggande klena
järn än med färre, glest, liggande grövre järn. De
senare har dock ofta föredragits, då det är mer arbete
med att lägga ut många lösa järn. Med den nya
metodens sammanhängande järn går det lika lätt att sprida
ut en bunt med många klena järnparter som en med färre
och grövre.
Vid tillverkningen användes ej, som förr, raka järn, vilka
under transporten från valsverket kan förorsaka lång
väntetid, då de ofta fordrar speciellt långa järnvägsvagnar.
Valsverken får i stället leverera järnet i rullar med 1 m
diameter vilka innehåller avsevärda längder. Frånsett den
förenklade transporten i lätt tillgängliga vagnar levereras
järnet 4 % billigare i denna form. Järnet uträtas sedan
och bockas maskinellt till buntar av önskad spännvidd och
med erforderligt antal parter enligt konstruktörens
ritningar. Då en rulle förbrukats, iskarvas nästa rulle på
några sekunder i en liten stumsvetsapparat. Metoden är
alltså materialbesparande, då ovannämnda spill undgås.
Enär såväl fält- som stödmomenten i en betongplatta
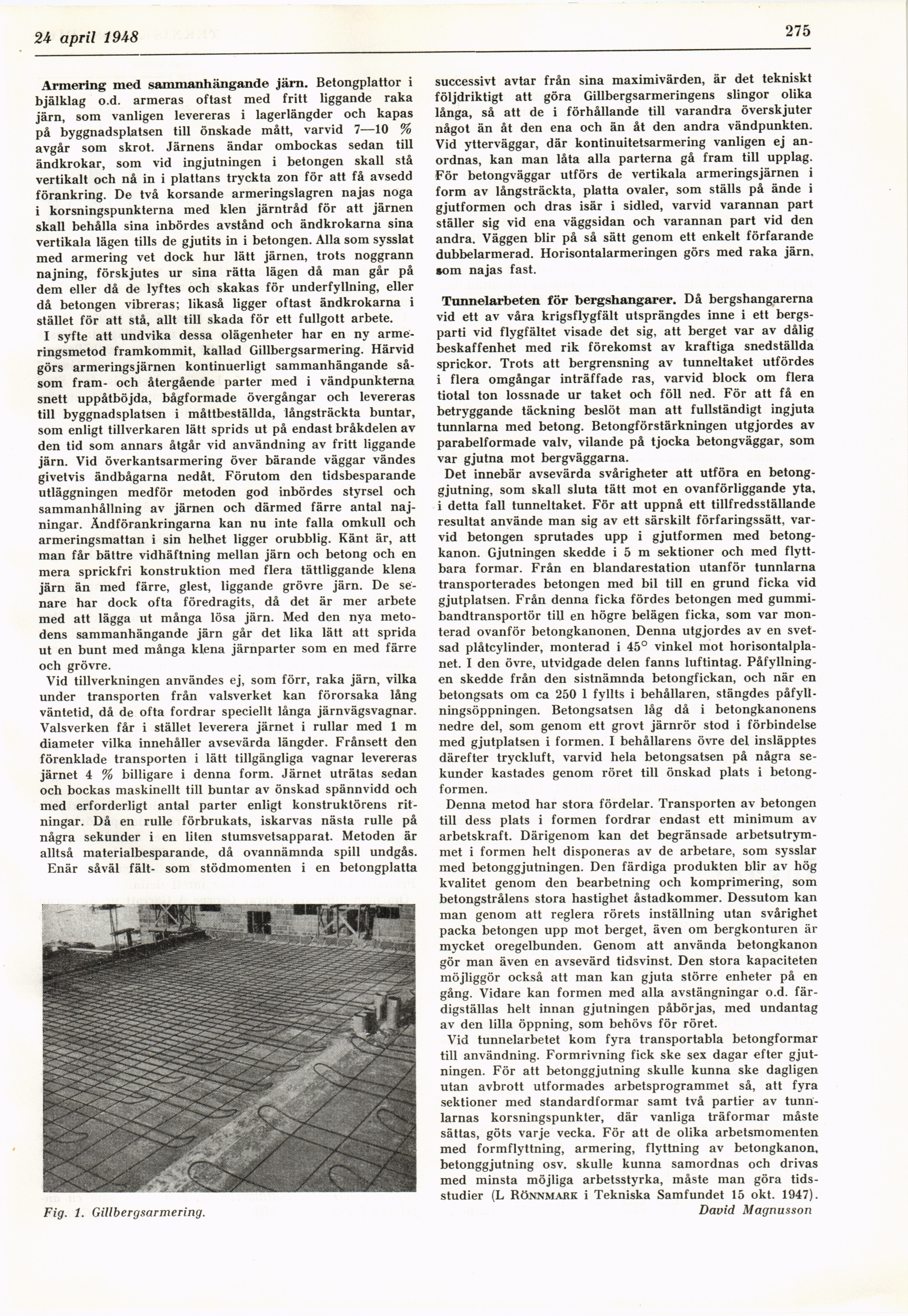
Fig. 1. Gillbergsarmering.
successivt avtar från sina maximivärden, är det tekniskt
följdriktigt att göra Gillbergsarmeringens slingor olika
långa, så att de i förhållande till varandra överskjuter
något än åt den ena och än åt den andra vändpunkten.
Vid ytterväggar, där kontinuitetsarmering vanligen ej
anordnas, kan man låta alla parterna gå fram till upplag.
För betongväggar utförs de vertikala armeringsjärnen i
form av långsträckta, platta ovaler, som ställs på ände i
gjutformen och dras isär i sidled, varvid varannan part
ställer sig vid ena väggsidan och varannan part vid den
andra. Väggen blir på så sätt genom ett enkelt förfarande
dubbelarmerad. Horisontalarmeringen görs med raka järn.
som najas fast.
Tunnelarbeten för bergshangarer. Då bergshangarerna
vid ett av våra krigsflygfält utsprängdes inne i ett
bergsparti vid flygfältet visade det sig, att berget var av dålig
beskaffenhet med rik förekomst av kraftiga snedställda
sprickor. Trots att bergrensning av tunneltaket utfördes
i flera omgångar inträffade ras, varvid block om flera
tiotal ton lossnade ur taket och föll ned. För att få en
betryggande täckning beslöt man att fullständigt ingjuta
tunnlarna med betong. Betongförstärkningen utgjordes av
parabelformade valv, vilande på tjocka betongväggar, som
var gjutna mot bergväggarna.
Det innebär avsevärda svårigheter att utföra en
betonggjutning, som skall sluta tätt mot en ovanförliggande yta.
i detta fall tunneltaket. För att uppnå ett tillfredsställande
resultat använde man sig av ett särskilt förfaringssätt,
varvid betongen sprutades upp i gjutformen med
betongkanon. Gjutningen skedde i 5 m sektioner och med
flyttbara formar. Från en blandarestation utanför tunnlarna
transporterades betongen med bil till en grund ficka vid
gjutplatsen. Från denna ficka fördes betongen med
gummi-bandtransportör till en högre belägen ficka, som var
monterad ovanför betongkanonen. Denna utgjordes av en
svetsad plåtcylinder, monterad i 45° vinkel mot
horisontalplanet. I den övre, utvidgade delen fanns luftintag.
Påfyllningen skedde från den sistnämnda betongfickan, och när en
betongsats om ca 250 1 fyllts i behållaren, stängdes
påfyllningsöppningen. Betongsatsen låg då i betongkanonens
nedre del, som genom ett grovt järnrör stod i förbindelse
med gjutplatsen i formen. 1 behållarens övre del insläpptes
därefter tryckluft, varvid hela betongsatsen på några
sekunder kastades genom röret till önskad plats i
betongformen.
Denna metod har stora fördelar. Transporten av betongen
till dess plats i formen fordrar endast ett minimum av
arbetskraft. Därigenom kan det begränsade
arbetsutrymmet i formen helt disponeras av de arbetare, som sysslar
med betonggjutningen. Den färdiga produkten blir av hög
kvalitet genom den bearbetning och komprimering, som
betongstrålens stora hastighet åstadkommer. Dessutom kan
man genom att reglera rörets inställning utan svårighet
packa betongen upp mot berget, även om bergkonturen är
mycket oregelbunden. Genom att använda betongkanon
gör man även en avsevärd tidsvinst. Den stora kapaciteten
möjliggör också att man kan gjuta större enheter på en
gång. Vidare kan formen med alla avstängningar o.d.
färdigställas helt innan gjutningen påbörjas, med undantag
av den lilla öppning, som behövs för röret.
Vid tunnelarbetet kom fyra transportabla betongformar
till användning. Formrivning fick ske sex dagar efter
gjutningen. För att betonggjutning skulle kunna ske dagligen
utan avbrott utformades arbetsprogrammet så, att fyra
sektioner med standardformar samt två partier av
tunnlarnas korsningspunkter, där vanliga träformar måste
sättas, göts varje vecka. För att de olika arbetsmomenten
med formflyttning, armering, flyttning av betongkanon,
betonggjutning osv. skulle kunna samordnas och drivas
med minsta möjliga arbetsstyrka, måste man göra
tidsstudier (L Rönnmark i Tekniska Samfundet 15 okt. 1947).
David Magnusson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}