
Full resolution (JPEG) - On this page / på denna sida - H. 34. 18 september 1948 - Bearbetningstekniska perspektiv, av Olov Svahn

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
11 september 1948
585
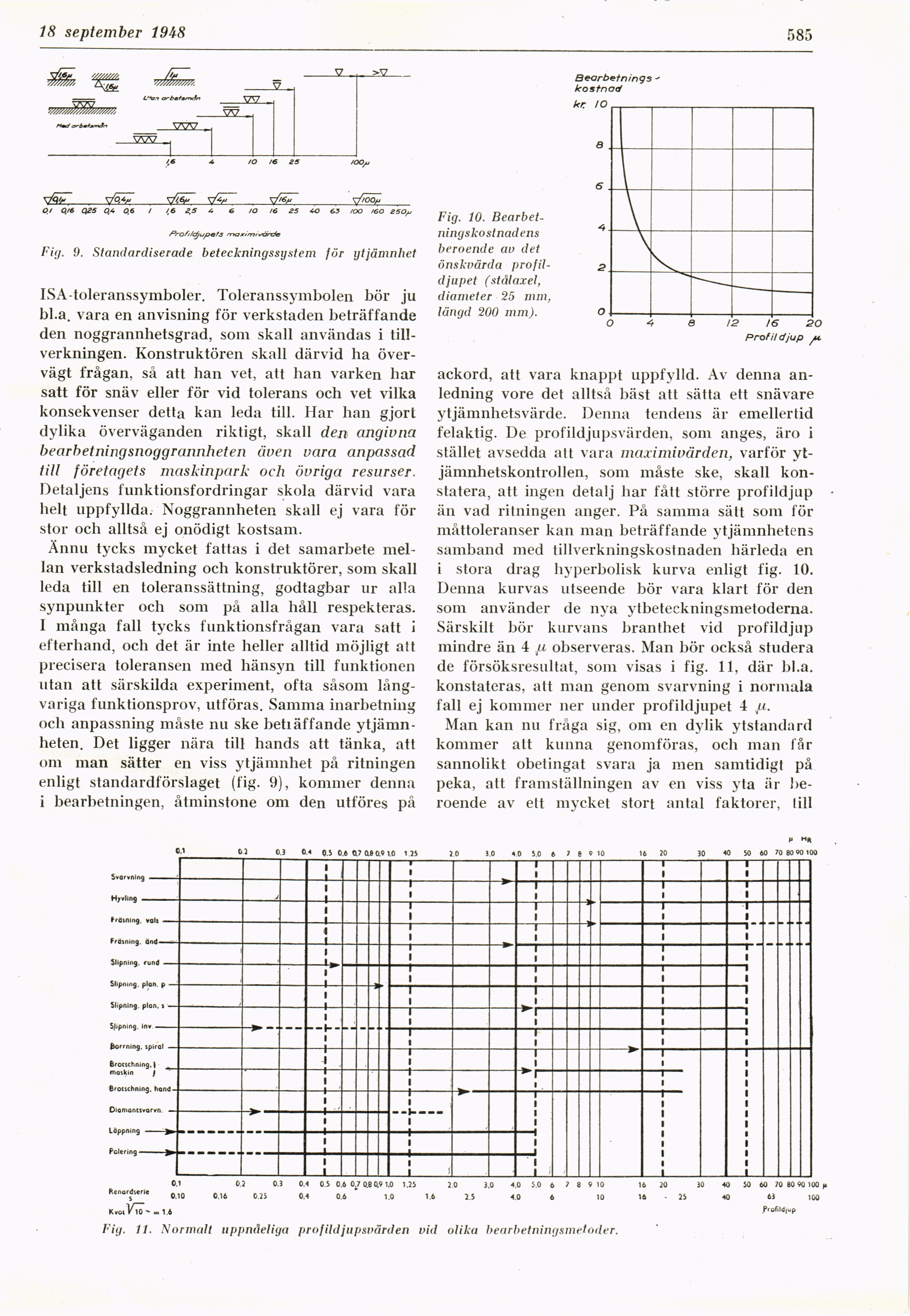
Fig. 9. Standardiserade betecknings sy st em för ytjämnhet
ISA-toleranssymboler. Toleranssymbolen bör ju
bl.a. vara en anvisning för verkstaden beträffande
den noggrannhetsgrad, som skall användas i
tillverkningen. Konstruktören skall därvid ha
övervägt frågan, så att han vet, att han varken har
satt för snäv eller för vid tolerans och vet vilka
konsekvenser detta kan leda till. Har han gjort
dylika överväganden riktigt, skall den angivna
bearbetningsnoggrannheten även vara anpassad
till företagets maskinpark och övriga resurser.
Detaljens funktionsfordringar skola därvid vara
helt uppfyllda. Noggrannheten skall ej vara för
stor och alltså ej onödigt kostsam.
Ännu tycks mycket fattas i det samarbete
mellan verkstadsledning och konstruktörer, som skall
leda till en toleranssättning, godtagbar ur alla
synpunkter och som på alla håll respekteras.
I många fall tycks funktionsfrågan vara satt i
efterhand, och det är inte heller alltid möjligt alt
precisera toleransen med hänsyn till funktionen
utan att särskilda experiment, ofta såsom
långvariga funktionsprov, utföras. Samma inarbetning
och anpassning måste nu ske betiäffande
ytjämnheten. Det ligger nära till hands att tänka, att
om man sätter en viss ytjämnhet på ritningen
enligt standardförslaget (fig. 9), kommer denna
i bearbetningen, åtminstone om den utföres på
Fig. 10.
Bearbetningskostnadens
beroende av det
önskvärda
profil-djupet (stålaxel,
diameter 25 mm,
längd 200 mm).
ackord, att vara knappt uppfylld. Av denna
anledning vore det alltså bäst att sätta ett snävare
ytjämnhetsvärde. Denna tendens är emellertid
felaktig. De profildjupsvärden, som anges, äro i
stället avsedda att vara maximivärden, varför
ytjämnhetskontrollen, som måste ske, skall
konstatera, att ingen detalj har fått större profildjup
än vad ritningen anger. På samma sätt som för
måttoleranser kan man beträffande ytjämnhetens
samband med tillverkningskostnaden härleda en
i stora drag hyperbolisk kurva enligt fig. 10.
Denna kurvas utseende bör vara klart för den
som använder de nya ytbeteckningsmetoderna.
Särskilt bör kurvans branthet vid profildjup
mindre än 4 jjl observeras. Man bör också studera
de försöksresultat, som visas i fig. 11, där bl.a.
konstateras, att man genom svarvning i normala
fall ej kommer ner under profildjupet 4 ju.
Man kan nu fråga sig, om en dylik ytstandard
kommer att kunna genomföras, och man får
sannolikt obetingat svara ja men samtidigt på
peka, att framställningen av en viss yta är
lie-roende av ett mycket stort antal faktorer, till
Fig. 11. Norjvcdt uppnåeliga profildjupsvärden vid olika bearbetningsmetoder.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}