
Full resolution (JPEG) - On this page / på denna sida - H. 38. 16 oktober 1948 - Optimal ytjämnhet hos projektiler, av Mårten Blomqvist

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
70fi TEKNISK TIDSKRIFT
s mm/wv
Nor/no/tr • 2
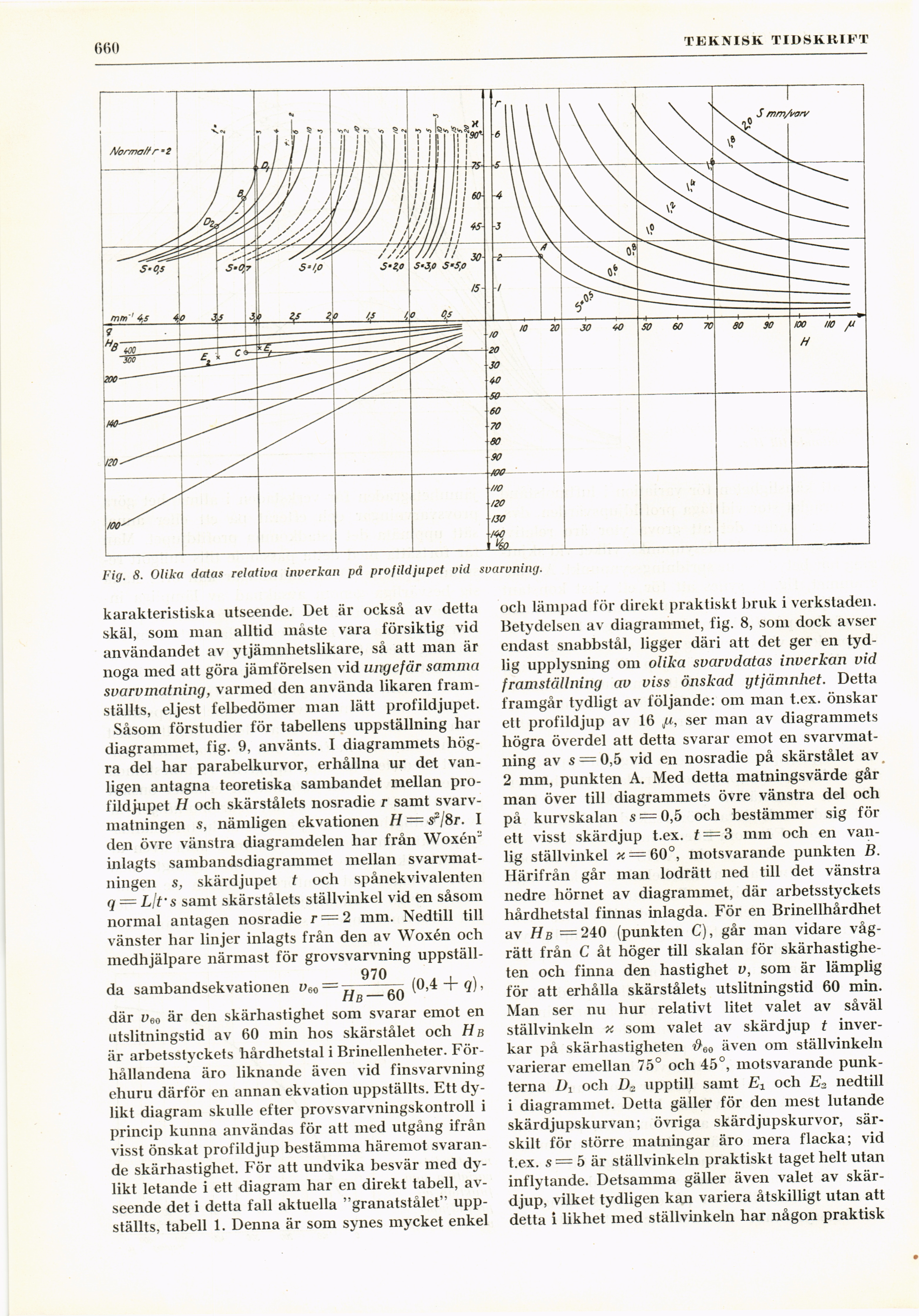
Fig. 8. Olika datas relativa inverkan på profildjupet vid svarvning.
karakteristiska utseende. Det är också av detta
skäl, som man alltid måste vara försiktig vid
användandet av ytjämnhetslikare, så att man är
noga med att göra jämförelsen vid ungefär samma
svarvmatning, varmed den använda likaren
framställts, eljest felbedömer man lätt profildjupet.
Såsom förstudier för tabellens uppställning har
diagrammet, fig. 9, använts. I diagrammets
högra del har parabelkurvor, erhållna ur det
vanligen antagna teoretiska sambandet mellan
profildjupet H och skärstålets nosradie r samt
svarv-matningen s, nämligen ekvationen H = s?/8r. I
den övre vänstra diagramdelen har från Woxén"
inlagts sambandsdiagrammet mellan
svarvmatningen s, skärdjupet t och spånekvivalenten
q = Lifs samt skärstålets ställ vinkel vid en såsom
normal antagen nosradie r = 2 mm. Nedtill till
vänster har linjer inlagts från den av Woxén och
medhjälpare närmast för grovsvarvning uppställ-
970
da sambandsekvationen u6o = t,—~~^ (0>4 + q),
ti b — 60
där y6« är den skärhastighet som svarar emot en
utslitningstid av 60 min hos skärstålet och Hb
är arbetsstyckets hårdhetstal i Brinellenheter.
Förhållandena äro liknande även vid finsvarvning
ehuru därför en annan ekvation uppställts. Ett
dylikt diagram skulle efter provsvarvningskontroll i
princip kunna användas för att ined utgång ifrån
visst önskat profildjup bestämma häremot
svarande skärhastighet. För att undvika besvär med
dylikt letande i ett diagram har en direkt tabell,
avseende det i detta fall aktuella "granatstålet"
uppställts, tabell 1. Denna är som synes mycket enkel
och lämpad för direkt praktiskt bruk i verkstaden.
Betydelsen av diagrammet, fig. 8, som dock avser
endast snabbstål, ligger däri att det ger en
tydlig upplysning om olika svarvdatas inverkan vid
framställning av viss önskad ytjämnhet. Detta
framgår tydligt av följande: om man t.ex. önskar
ett profildjup av 16 ja, ser man av diagrammets
högra överdel att detta svarar emot en
svarvmatning av s = 0,5 vid en nosradie på skärstålet av
2 mm, punkten A. Med detta matningsvärde går
man över till diagrammets övre vänstra del och
på kurvskalan s = 0,5 och bestämmer sig för
ett visst skärdjup t.ex. t = 3 mm och en
vanlig ställ vinkel x = 60°, motsvarande punkten B.
Härifrån går man lodrätt ned till det vänstra
nedre hörnet av diagrammet, där arbetsstyckets
hårdhetstal finnas inlagda. För en Brinellhårdhet
ax Hb =240 (punkten C), går man vidare
vågrätt från C åt höger till skalan för
skärhastigheten och finna den hastighet v, som är lämplig
för att erhålla skärstålets utslitningstid 60 min.
Man ser nu hur relativt litet valet av såväl
ställvinkeln k som valet av skärdjup t
inverkar på skärhastigheten även om ställvinkeln
varierar emellan 75° och 45°, motsvarande
punkterna och ü2 upptill samt Ex och E2 nedtill
i diagrammet. Detta gäller för den mest lutande
skärdjupskurvan; övriga skärdjupskurvor,
särskilt för större matningar äro mera flacka; vid
t.ex. s = 5 är ställvinkeln praktiskt taget helt utan
inflytande. Detsamma gäller även valet av
skärdjup, vilket tydligen kan variera åtskilligt utan att
detta i likhet med ställvinkeln har någon praktisk
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}