
Full resolution (JPEG) - On this page / på denna sida - H. 38. 16 oktober 1948 - Optimal ytjämnhet hos projektiler, av Mårten Blomqvist - STF:s höstmöte 1948, av W S

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 oktober 1948
661
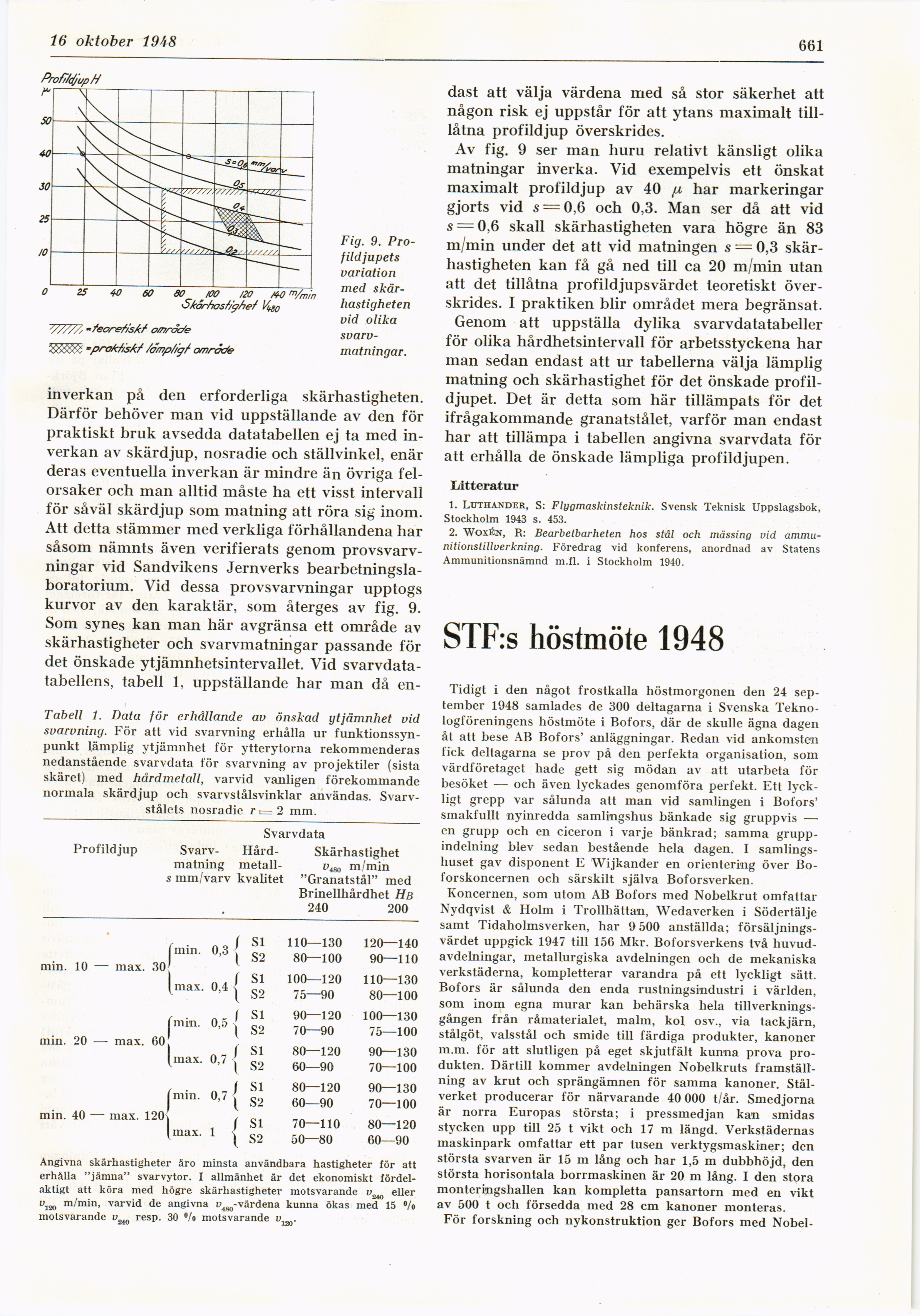
Fig. 9.
Profildjupets
variation
med
skärhastigheten
vid olika [-svarv-matningar.-]
{+svarv-
matningar.+}
inverkan på den erforderliga skärhastigheten.
Därför behöver man vid uppställande av den för
praktiskt bruk avsedda datatabellen ej ta med
inverkan av skärdjup, nosradie och ställvinkel, enär
deras eventuella inverkan är mindre än övriga
felorsaker och man alltid måste ha ett visst intervall
för såväl skärdjup som matning att röra sig inom.
Att detta stämmer med verkliga förhållandena har
såsom nämnts även verifierats genom
provsvarv-ningar vid Sandvikens Jernverks
bearbetningslaboratorium. Vid dessa provsvarvningar upptogs
kurvor av den karaktär, som återges av fig. 9.
Som synes kan man här avgränsa ett område av
skärhastigheter och svarvmatningar passande för
det önskade ytjämnhetsintervallet. Vid
svarvdata-tabellens, tabell 1, uppställande har man då en-
Tabell 1. Data för erhållande av önskad ytjämnhet vid
svarvning. För att vid svarvning erhålla ur
funktionssynpunkt lämplig ytjämnhet för ytterytorna rekommenderas
nedanstående svarvdata för svarvning av projektiler (sista
skäret) med hårdmetall, varvid vanligen förekommande
normala skärdjup och svarvstålsvinklar användas.
Svarvstålets nosradie r n= 2 mm.
Svarvdata
Profildjup Svarv- Hård- Skärhastighet
matning metall- viS0 m/min
s mm/varv kvalitet "Granatstål" med
Brinellhårdhet Hb
240 200
min. 0,3
min. 10
max. 30
I si
( S2
/ si
110—130
80—100
100—120
75—90
min. 20 — max. 60
min. 40 — max. 120
| mi
\ max. 0,4 ^ g9
, . n - ( SI 90—
pnm. 0,5 l S2 ?0_,
I SI
tmax. 0,/ | g9
, . | Si
I min. 0,/ y
120—140
90—110
max. 1
f SI
\ S2
110—130
80—100
90—120 100—130
90 75—100
80—120 90—130
60—90 70—100
80—120 90—130
60—90 70—100
70—110 80—120
50—80 60—90
Angivna skärhastigheter äro minsta användbara hastigheter för att
erhålla "jämna" svarvytor. I allmänhet är det ekonomiskt
fördelaktigt att köra med högre skärhastigheter motsvarande v^ eller
üi2o m/min> varvid de angivna u^-värdena kunna ökas med 15 °/o
motsvarande v resp. 30 °/o motsvarande u .
däst att välja värdena med så stor säkerhet att
någon risk ej uppstår för att ytans maximalt
till-låtna profildjup överskrides.
Av fig. 9 ser man huru relativt känsligt olika
matningar inverka. Vid exempelvis ett önskat
maximalt profildjup av 40 ju har markeringar
gjorts vid s = 0,6 och 0,3. Man ser då att vid
s = 0,6 skall skärhastigheten vara högre än 83
m/min under det att vid matningen s = 0,3
skär-hastigheten kan få gå ned till ca 20 m/min utan
att det tillåtna profildjupsvärdet teoretiskt
överskrides. I praktiken blir området mera begränsat.
Genom att uppställa dylika svarvdatatabeller
för olika hårdhetsintervall för arbetsstyckena har
man sedan endast att ur tabellerna välja lämplig
matning och skärhastighet för det önskade
profildjupet. Det är detta som här tillämpats för det
ifrågakommande granatstålet, varför man endast
har att tillämpa i tabellen angivna svarvdata för
att erhålla de önskade lämpliga profildjupen.
Litteratur
1. Luthander, S: Flygmaskinsteknik. Svensk Teknisk Uppslagsbok,
Stockholm 1943 s. 453.
2. Woxén, R: Bearbetbarheten hos stål och mässing vid
ammunitionstillverkning. Föredrag vid konferens, anordnad av Statens
Ammunitionsnämnd m.fl. i Stockholm 1940.
STF:s höstmöte 1948
Tidigt i den något frostkalla höstmorgonen den 24
september 1948 samlades de 300 deltagarna i Svenska
Teknologföreningens höstmöte i Bofors, där de skulle ägna dagen
åt att bese AB Bofors’ anläggningar. Redan vid ankomsten
fick deltagarna se prov på den perfekta organisation, som
värdföretaget hade gett sig mödan av att utarbeta för
besöket — och även lyckades genomföra perfekt. Ett
lyckligt grepp var sålunda att man vid samlingen i Bofors’
smakfullt nyinredda samlingshus bänkade sig gruppvis —
en grupp och en ciceron i varje bänkrad; samma
gruppindelning blev sedan bestående hela dagen. I
samlingshuset gav disponent E Wijkander en orientering över
Boforskoncernen och särskilt själva Boforsverken.
Koncernen, som utoin AB Bofors med Nobelkrut omfattar
Nydqvist & Holm i Trollhättan, Wedaverken i Södertälje
samt Tidaholmsverken, har 9 500 anställda;
försäljningsvärdet uppgick 1947 till 156 Mkr. Boforsverkens två
huvudavdelningar, metallurgiska avdelningen och de mekaniska
verkstäderna, kompletterar varandra på ett lyckligt sätt.
Bofors är sålunda den enda rustningsindustri i världen,
som inom egna murar kan behärska hela
tillverkningsgången från råmaterialet, malm, kol osv., via tackjärn,
stålgöt, valsstål och smide till färdiga produkter, kanoner
m.m. för att slutligen på eget skjutfält kunna prova
produkten. Därtill kommer avdelningen Nobelkruts
framställning av krut och sprängämnen för samma kanoner.
Stålverket producerar för närvarande 40 000 t/år. Smedjorna
är norra Europas största; i pressmedjan kan smidas
stycken upp till 25 t vikt och 17 m längd. Verkstädernas
maskinpark omfattar ett par tusen verktygsmaskiner; den
största svarven är 15 m lång och har 1,5 m dubbhöjd, den
största horisontala borrmaskinen är 20 m lång. I den stora
monteringshallen kan kompletta pansartorn med en vikt
av 500 t och försedda med 28 cm kanoner monteras.
För forskning och nykonstruktion ger Bofors med Nobel-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}