
Full resolution (JPEG) - On this page / på denna sida - H. 38. 16 oktober 1948 - Mätning av slitstyrka, av I Göransson - Fräsning av snäckor, av H L

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 oktober 1948
671
Mätning av slitstyrka. En ny metod för bestämning av
metallföremåls slitstyrka har börjat tillämpas. Man har
vid uppskattningen av en ytas nedslitning tidigare sökt
bestämma den materialmängd, som avnötts. Antingen har
man bestämt den kvantitet, som avgått med smörjmedlet,
eller har man genom vägning eller dimensionsmätning av
objektet fått en uppfattning om förslitningen. Då dessa
metoder är tidsödande och i många fall begränsade i sin
tillämpning, har man sökt efter andra möjligheter. Härvid
har en ny metod tillkommit. Med en diamant, som har
samma utförande som Knoops hårdhetsprovare,
åstadkommes ett intryck av bestämd storlek i den materialyta, man
vill prova. Efter en viss liten nötning uppmätes, hur
mycket intrycket minskat i längd, varigenom man får ett mått
på materialets förmåga att motstå nötning på detta parti
av föremålets yta. För provningen har ett känsligt
instrument byggts av två amerikanare S A Mc Kee och H C
Dickinson (US Pat. 2 233 403). Den för provningen
nödvändiga förslitningen är synnerligen ringa. Redan 0,0002
mm nedslitning är många gånger fullt mätbar.
Instrumentet består dels av en diamanthållare med mekanisk
tryckanordning, dels av ett mätmikroskop och dels av en med
stativet sammanhängande fixtur för fasthållande av
föremålet. Bilden från mätmikroskopet reflekteras via två
vinkelräta prismor, så att man kan utnyttja mikroskopet
som ett periskop och betrakta innersidan av cylindrar o.d.
Vid kanten av det intryck, man utför med diamanten,
skjuter objektmaterialet upp något över själva provytan,
men omkring spetsarna vid den större intrycksdiagonalen
är upphöjningen synnerligen liten. Man kan emellertid
jämna ut ytan i nämnda fall genom att gnida lätt med ett
fint glanspapper, varvid en tunn "raderplåt" med passande
hål kan skydda ytan i övrigt.
National Bureau of Standards har studerat provmetoden.
Man har undersökt, hur pass väl intrycken bibehåller sin
form efter olika grad av nötning. Mätningar i cylindrar på
stjärnmotorer har visat, att märkena från diamanten ej
deformeras så mycket, att en noggrann värdering av
slitningen blir utesluten. Om nötningen verkställes så långt,
att endast en fjärdedel eller mindre är kvar av det
ursprungliga intryckets längd, blir dock mätningen mindre
tillfredsställande. Förslitningen i cylindrarna kunde
bestämmas med en noggrannhet av ± 0,001 mm. Vid
gynnsammare förhållanden uppgick noggrannheten till 0,0005
mm. Försök med mätning på kolvarna utvisar, att märken
i den mjukare aluminiumlegeringen har mycket större
benägenhet att deformeras. Dessutom blir lätt detta material
impregnerat i ytan av kol, som försvårar mätningen.
Kannhusen var tillverkade av krom-molybdenstål. Genom
att förslitningen mättes på olika ställen av cylinderväggen,
kunde man konstatera, att nötningen ibland var ganska
osymmetrisk i förhållande till cylinderns centrumlinje.
Samma princip för mätning av slitstyrkan har följts vid
konstruktionen av ett annat instrument, som närmast är
avsett för mätning i bilmotorer, vilka har cylindrarna
gjutna i ett stycke. Man har redan hunnit utföra serier av
noggranna mätningar, som leder till vidgad kännedom om
olika, vid driften uppträdande faktorers betydelse för
nötningen av cylindrarna. Driftförhållandena synes sålunda
spela en mindre roll än startförhållandena, dvs. om
starten sker vid låg temperatur eller vid hög (50°C). Korrosion
synes utgöra främsta orsaken till förslitningen. Fuktigheten
avsätter sig på de kalla cylinderväggarna, och det
förefaller sannolikt, att kondensatet bildar angripande syror
med produkter från förbränningsgaserna. Genom
konstruktiva åtgärder för snabbare uppvärmning av motorn
eller förhindrande av temperaturfall hos cylinderväggarna
under daggpunkten för avgaserna hoppas man kunna
väsentligt utöka motorns livslängd. Det är givetvis av
intresse att samtidigt undersöka olika motorbränslens
benägenhet att medverka till den nötningsbefordrande
korrosionen. Enligt denna metod för bestämning av ett föremåls
slitstyrka slipper man de omständliga dimensionsmätning-
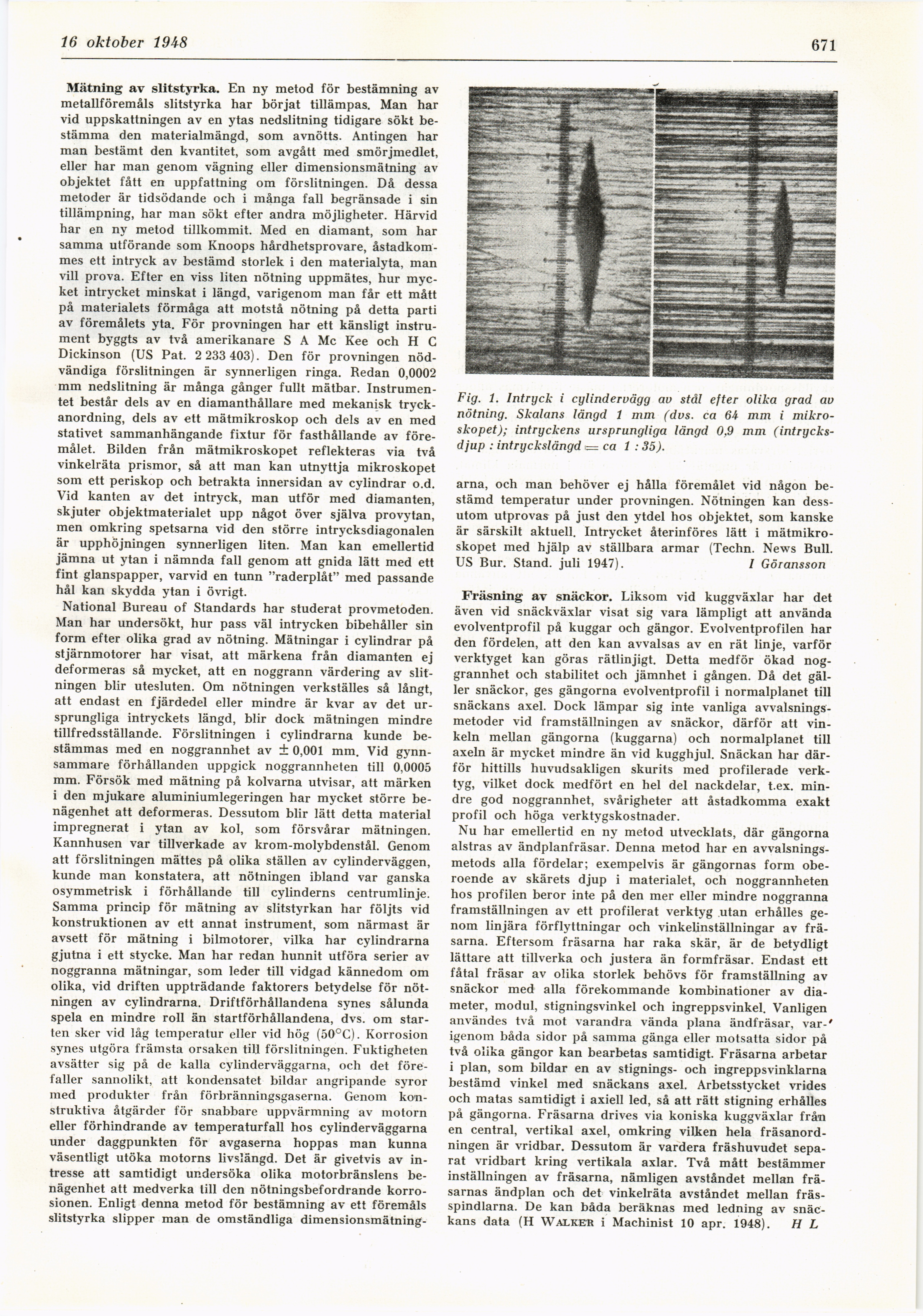
Fig. 1. Intryck i cylindervägg av stål efter olika grad av
nötning. Skalans längd 1 mm (dvs. ca 64 mm i
mikroskopet); intryckens ursprungliga längd 0,9 mm
(intrycks-djup : intryckslängd e= ca 1 : 35).
arna, och man behöver ej hålla föremålet vid någon
bestämd temperatur under provningen. Nötningen kan
dessutom utprovas på just den ytdel hos objektet, som kanske
är särskilt aktuell. Intrycket återinföres lätt i
mätmikroskopet med hjälp av ställbara armar (Techn. News Bull.
US Bur. Stånd, juli 1947). I Göransson
Fräsning av snäckor. Liksom vid kuggväxlar har det
även vid snäckväxlar visat sig vara lämpligt att använda
evolventprofil på kuggar och gängor. Evolventprofilen har
den fördelen, att den kan avvalsas av en rät linje, varför
verktyget kan göras rätlinjigt. Detta medför ökad
noggrannhet och stabilitet och jämnhet i gången. Då det
gäller snäckor, ges gängorna evolventprofil i normalplanet till
snäckans axel. Dock lämpar sig inte vanliga
avvalsnings-metoder vid framställningen av snäckor, därför att
vinkeln mellan gängorna (kuggarna) och normalplanet till
axeln är mycket mindre än vid kugghjul. Snäckan har
därför hittills huvudsakligen skurits med profilerade
verktyg, vilket dock medfört en hel del nackdelar, t.ex.
mindre god noggrannhet, svårigheter att åstadkomma exakt
profil och höga verktygskostnader.
Nu har emellertid en ny metod utvecklats, där gängorna
alstras av ändplanfräsar. Denna metod har en
avvalsnings-metods alla fördelar; exempelvis är gängornas form
oberoende av skärets djup i materialet, och noggrannheten
hos profilen beror inte på den mer eller mindre noggranna
framställningen av ett profilerat verktyg utan erhålles
genom linjära förflyttningar och vinkelinställningar av
frä-sarna. Eftersom fräsarna har raka skär, är de betydligt
lättare att tillverka och justera än formfräsar. Endast ett
fåtal fräsar av olika storlek behövs för framställning av
snäckor med alla förekommande kombinationer av
diameter, modul, stigningsvinkel och ingreppsvinkel. Vanligen
användes två mot varandra vända plana ändfräsar, var-’
igenom båda sidor på samma gänga eller motsatta sidor på
två olika gängor kan bearbetas samtidigt. Fräsarna arbetar
i plan, som bildar en av stignings- och ingreppsvinklarna
bestämd vinkel med snäckans axel. Arbetsstycket vrides
och matas samtidigt i axiell led, så att rätt stigning erhålles
på gängorna. Fräsarna drives via koniska kuggväxlar från
en central, vertikal axel, omkring vilken hela
fräsanord-ningen är vridbar. Dessutom är vardera fräshuvudet
separat vridbart kring vertikala axlar. Två mått bestämmer
inställningen av fräsarna, nämligen avståndet mellan
frä-sarnas ändplan och det vinkelräta avståndet mellan
fräs-spindlarna. De kan båda beräknas med ledning av
snäckans data (H Walker i Machinist 10 apr. 1948). H L
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}