
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 18 - Oförstörande provning inom kärnkraftindustri, av Karl-Erik Gredborn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
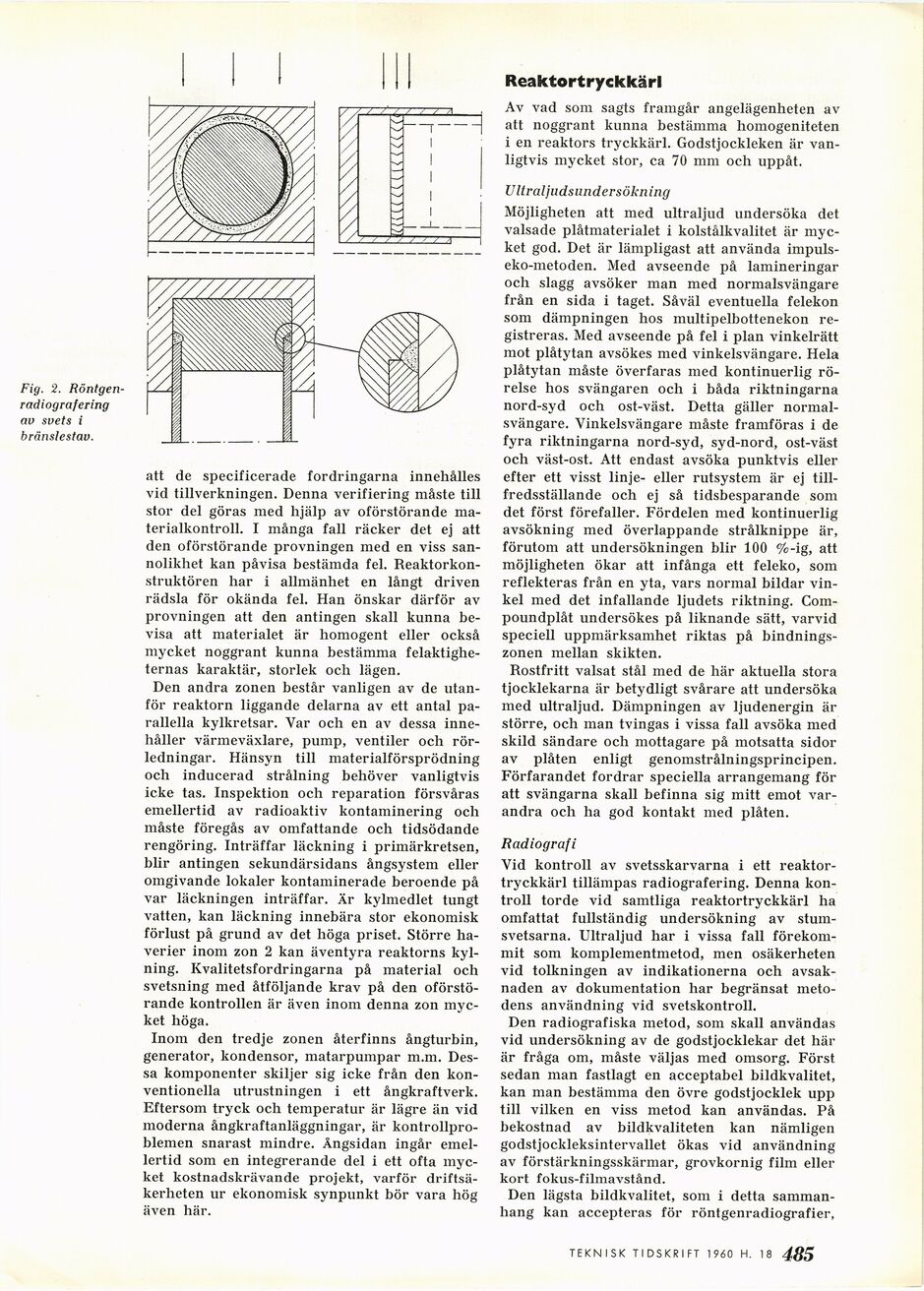
Fig. 2.
Röntgen-radiografering
av svets i
bränslestav.
att de specificerade fordringarna innehålles
vid tillverkningen. Denna verifiering måste till
stor del göras med hjälp av oförstörande
materialkontroll. I många fall räcker det ej att
den oförstörande provningen med en viss
sannolikhet kan påvisa bestämda fel.
Reaktorkonstruktören har i allmänhet en långt driven
rädsla för okända fel. Han önskar därför av
provningen att den antingen skall kunna
bevisa att materialet är homogent eller också
mycket noggrant kunna bestämma
felaktigheternas karaktär, storlek och lägen.
Den andra zonen består vanligen av de
utanför reaktorn liggande delarna av ett antal
parallella kylkretsar. Var och en av dessa
innehåller värmeväxlare, pump, ventiler och
rörledningar. Hänsyn till materialförsprödning
och inducerad strålning behöver vanligtvis
icke tas. Inspektion och reparation försvåras
emellertid av radioaktiv kontaminering och
måste föregås av omfattande och tidsödande
rengöring. Inträffar läckning i primärkretsen,
blir antingen sekundärsidans ångsystem eller
omgivande lokaler kontaminerade beroende på
var läckningen inträffar. Är kylmediet tungt
vatten, kan läckning innebära stor ekonomisk
förlust på grund av det höga priset. Större
haverier inom zon 2 kan äventyra reaktorns
kylning. Kvalitetsfordringarna på material och
svetsning med åtföljande krav på den
oförstörande kontrollen är även inom denna zon
mycket höga.
Inom den tredje zonen återfinns ångturbin,
generator, kondensor, matarpumpar m.m.
Dessa komponenter skiljer sig icke från den
konventionella utrustningen i ett ångkraftverk.
Eftersom tryck och temperatur är lägre än vid
moderna ångkraftanläggningar, är
kontrollproblemen snarast mindre. Ångsidan ingår
emellertid som en integrerande del i ett ofta
mycket kostnadskrävande projekt, varför
driftsäkerheten ur ekonomisk synpunkt bör vara hög
även här.
Reaktortryckkärl
Av vad som sagts framgår angelägenheten av
att noggrant kunna bestämma homogeniteten
i en reaktors tryckkärl. Godstjockleken är
vanligtvis mycket stor, ca 70 mm och uppåt.
Ultraljudsunder sökning
Möjligheten att med ultraljud undersöka det
valsade plåtmaterialet i kolstålkvalitet är
mycket god. Det är lämpligast att använda
impulseko-metoden. Med avseende på lamineringar
och slagg avsöker man med normalsvängare
från en sida i taget. Såväl eventuella felekon
som dämpningen hos multipelbottenekon
registreras. Med avseende på fel i plan vinkelrätt
mot plåtytan avsökes med vinkelsvängare. Hela
plåtytan måste överfaras med kontinuerlig
rörelse hos svängaren och i båda riktningarna
nord-syd och ost-väst. Detta gäller
normalsvängare. Vinkelsvängare måste framföras i de
fyra riktningarna nord-syd, syd-nord, ost-väst
och väst-ost. Att endast avsöka punktvis eller
efter ett visst linje- eller rutsystem är ej
tillfredsställande och ej så tidsbesparande som
det först förefaller. Fördelen med kontinuerlig
avsökning med överlappande strålknippe är,
förutom att undersökningen blir 100 %-ig, att
möjligheten ökar att infånga ett feleko, som
reflekteras från en yta, vars normal bildar
vinkel med det infallande ljudets riktning.
Com-poundplåt undersökes på liknande sätt, varvid
speciell uppmärksamhet riktas på
bindningszonen mellan skikten.
Rostfritt valsat stål med de här aktuella stora
tjocklekarna är betydligt svårare att undersöka
med ultraljud. Dämpningen av ljudenergin är
större, och man tvingas i vissa fall avsöka med
skild sändare och mottagare på motsatta sidor
av plåten enligt genomstrålningsprincipen.
Förfarandet fordrar speciella arrangemang för
att svängarna skall befinna sig mitt emot
varandra och ha god kontakt med plåten.
Radiografi
Vid kontroll av svetsskarvarna i ett
reaktortryckkärl tillämpas radiografering. Denna
kontroll torde vid samtliga reaktortryckkärl ha
omfattat fullständig undersökning av
stumsvetsarna. Ultraljud har i vissa fall
förekommit som komplementmetod, men osäkerheten
vid tolkningen av indikationerna och
avsaknaden av dokumentation har begränsat
metodens användning vid svetskontroll.
Den radiografiska metod, som skall användas
vid undersökning av de godstjocklekar det här
är fråga om, måste väljas med omsorg. Först
sedan man fastlagt en acceptabel bildkvalitet,
kan man bestämma den övre godstjocklek upp
till vilken en viss metod kan användas. På
bekostnad av bildkvaliteten kan nämligen
godstjockleksintervallet ökas vid användning
av förstärkningsskärmar, grovkornig film eller
kort fokus-filmavstånd.
Den lägsta bildkvalitet, som i detta
sammanhang kan accepteras för röntgenradiografier,
TEKNISK TIDSKRIFT 1 960 H. 17 485
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}