
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 35 - Polarisbrytarna »Moskva» och »Leningrad», av Curt Falkemo - Nya metoder - Metod för svetsning i alla lägen, av SHl - Kall precisionssträngpressning av metaller, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
med spakar för de tre propellerandreven samt
deras varvtals- och riktningsvisare.
Isbrytarna är utrustade med modern
navigationsapparatur. Bl.a. finns två
radaranläggningar, två gyrokompasser med nio belysta
dotterkompasser, en patentlogg, en stävlogg och två
ekolod, varav ett för stora djup samt en
radio-pejlanläggning.
Dessutom finns en omfattande
radiostationsanläggning, en rundradiomottagareanläggning
samt fem interna telefonsystem förutom
order-högtalaranläggningen. Ytterligare finns fem
fasta strålkastare, av vilka den största är en
90 cm båglampsstrålkastare för ca 18 kW, samt
två transportabla strålkastare. c fo
nya metoder
Metod för svetsning i alla lägen
Gasbågsvetsning med konsumerbar elektrod är en
mycket användbar metod för fogning av
svårsvet-sade metaller, såsom aluminium, titan och rostfritt
stål, men den har vissa olägenheter. Då den metall,
som överförs från elektroden till arbetsstycket, är
nära kokpunkten, bildas bl.a. en stor smälta som
det är svårt att behärska utom vid
horisontalsvetsning. Vid utförande av stående vertikalsvetsar eller
underuppsvetsar uppstår svårigheter genom att
smältan har benägenhet att rinna. En annan
olägenhet är svårigheten att svetsa tunna sektioner på
grund av ljusbågens starka inträngning.
Dessa svårigheter kan minskas genom
användning av mindre spänning och mindre
elektroddiameter, och detta har lett till en ny svetsmetod, som
kan kallas doppsvetsning (Dip-Transfer). Vid den
överförs svetsmetallen från elektroden till
arbetsstycket helt och hållet genom snabbt på varandra
följande kortslutningar. Metoden kan användas vid
svetsning av såväl klena som grova sektioner i alla
lägen. Den ger mycket litet sprut med såväl
ädel-gas som koldioxid som skyddsgas.
Vid svetsningen kortsluts strömmen mellan
elektroden och arbetsstycket upp till 200 gånger per
sekund; mellan kortslutningarna uppstår en kort
Fig. 1. Metallöverföringen vid doppsvetsning; A
kontakten bryts av ytspänningen, B en stark ljusbäge
trycker ned smältan, C den smältande elektroden
sluter strömmen när ljusbågen blir svagare, D
strömmen är sluten och svetsmetall överförs till
arbetsstycket.
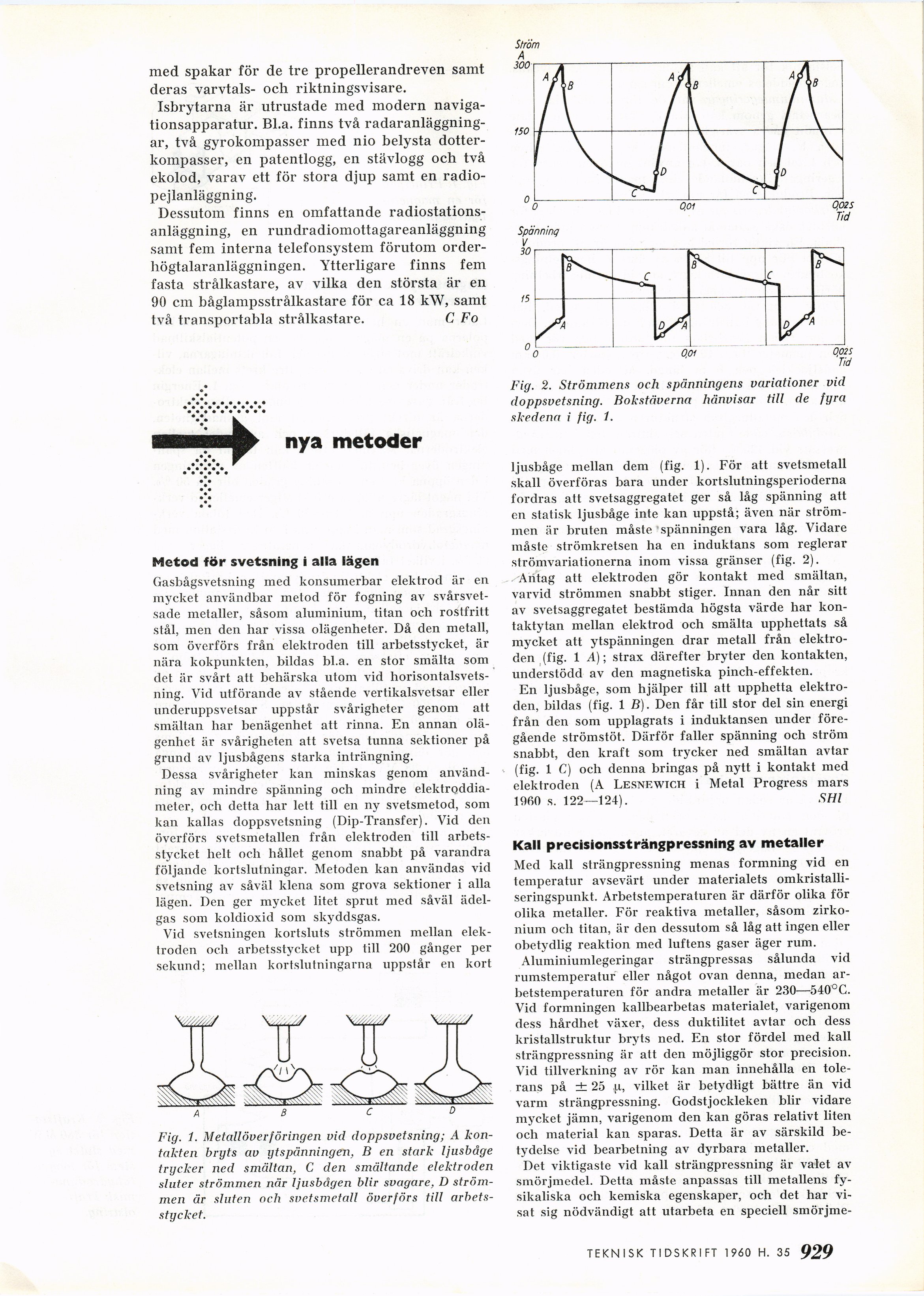
Fig. 2. Strömmens och spänningens variationer vid
doppsvetsning. Bokstäverna hänvisar titi de fyra
skedena i fig. 1.
ljusbåge mellan dem (fig. 1). För att svetsmetall
skall överföras bara under kortslutningsperioderna
fordras att svetsaggregatet ger så låg spänning att
en statisk ljusbåge inte kan uppstå; även när
strömmen är bruten måste spänningen vara låg. Vidare
måste strömkretsen ha en induktans som reglerar
strömvariationerna inom vissa gränser (fig. 2).
Antag att elektroden gör kontakt med smältan,
varvid strömmen snabbt stiger. Innan den når sitt
av svetsaggregatet bestämda högsta värde har
kontaktytan mellan elektrod och smälta upphettats så
mycket att ytspänningen drar metall från
elektroden (fig. 1 yl); strax därefter bryter den kontakten,
understödd av den magnetiska pinch-effekten.
En ljusbåge, som hjälper till att upphetta
elektroden, bildas (fig. 1 B). Den får till stor del sin energi
från den som upplagrats i induktansen under
föregående strömstöt. Därför faller spänning och ström
snabbt, den kraft som trycker ned smältan avtar
(fig. 1 C) och denna bringas på nytt i kontakt med
elektroden (A Lesnf.wich i Metal Progress mars
1960 s. 122—124). SHl
Kall precisionssträngpressning av metaller
Med kall strängpressning menas formning vid en
temperatur avsevärt under materialets
omkristalli-seringspunkt. Arbetstemperaturen är därför olika för
olika metaller. För reaktiva metaller, såsom
zirkonium och titan, är den dessutom så låg att ingen eller
obetydlig reaktion med luftens gaser äger rum.
Aluminiumlegeringar strängpressas sålunda vid
rumstemperatur eller något ovan denna, medan
arbetstemperaturen för andra metaller är 230—540°C.
Vid formningen kallbearbetas materialet, varigenom
dess hårdhet växer, dess duktilitet avtar och dess
kristallstruktur bryts ned. En stor fördel med kall
strängpressning är alt den möjliggör stor precision.
Vid tillverkning av rör kan man innehålla en
tolerans på ± 25 ,[i, vilket är betydligt bättre än vid
varm strängpressning. Godstjockleken blir vidare
mycket jämn, varigenom den kan göras relativt liten
och material kan sparas. Detta är av särskild
betydelse vid bearbetning av dyrbara metaller.
Det viktigaste vid kall strängpressning är valet av
smörjmedel. Detta måste anpassas till metallens
fysikaliska och kemiska egenskaper, och det har
visat sig nödvändigt att utarbeta en speciell smörjme-
Spänning
TEKNISK TIDSKRIFT 19(50 H. 34 929
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}