
Full resolution (JPEG) - On this page / på denna sida - V. Järnet, dess framställning och första behandling, av G. Ödqvist - Äldre direkta metoder för framställning av smidbart järn
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
ÄLDRE DIREKTA METODER FÖR JÄRNFRAMSTÄLLNING.
567
ugnar, som i många hänseenden liknade osmundugnarna, hava varit av en mycket stor
betydelse för järnhanteringen, i det att de bildade övergången från de gamla ugnarna
med direkt järnframställning till masugnarna, med vilka den indirekta
järntillverkningsmetoden, som ännu i dag är den förhärskande, infördes.
De äldre Steiermarkska styckugnarna voro nedtill försedda med endast en öppning,
genom vilken man såväl tillförde blästern som utdrog smältorna. Det var således
nödvändigt att, när smältan var färdig, först taga bort bälgarna, vanligen två stycken, varför
dessa också gjordes mycket lätta. Genom nämnda öppning, som var c:a 1.2 meter bred
och c:a 0.75 m hög, och vanligen skodd med
järnstänger, kunde man, innan smältningen
skulle börja, komma in i ugnen och
iordningställa härdbottnen. Då detta var gjort,
igensattes öppningen med tegel, och forman, som
utgjordes av en tegelsten, i vilken ett hål var
borrat, placerades i tegelväggen c:a 0.3 m över
härdbottnen. Ugnarnas höjd, som under äldre
tider ej lär hava varit större än c: a 3 m, ökades
småningom upp till c:a 6 m. Ugnsschaktet var
nedtill vanligen rektangulärt, sällan runt, och
hade i förra fallet en längd av c:a 1,2 m, under
det att avståndet från formsidan till motsatta
väggen var c:a 0,75 m.
Malmen, som huvudsakligen utgjordes av
järnspater, fick, innan den användes, under flera
år ligga i fria luften för att »mogna», varefter
den underkastades röstning. Denna tillgick så,
att på marken först utlades ett lager av ved och
kol och på detta ett lager malm samt sedan
omväxlande bränsle och malm, tills högen
innehöll tre malmlager, då den täcktes och
eldsattes. Röstningen av en dylik malmhög tog
en tid av c:a 3 veckor.
När styckugnen var iordningställd för
smältning, fylldes den med kol, som påtändes
genom formhålet, varpå bälgarna placerades på sina platser, och blästern sakta pådrogs.
När så kolen fattat eld, upphörde blåsningen och ugnen fick gå endast för naturligt drag,
till dess att hela kolmassan fattat eld, då blästern ånyo pådrogs. Den rostade och krossade
malmen uppsattes nu omväxlande med kol, varvid malmsättningen, som till att börja
med hölls låg, undan för undan ökades, under det att kolsättningen ständigt var den
samma. Den bildade slaggen avtappades på samma sida som bälgarna voro placerade,
och på ett avstånd av c:a 0.5 m från formöppningen. Vid slaggtappningen tog man först
med ett spett upp ett hål långt ned mot ugnsbottnen; när så slaggen runnit ut, igensattes
hålet med lera och efter en stund upptogs ett nytt hål, men nu något högre än
föregående gång. På detta vis fortsatte man med att för varje tappning taga hålet allt högre
upp.
Då den för en smälta avsedda malmen blivit uppsatt och nedsmält, borttogos
bälgarna, och en järnplåt placerades framför nedre delen av formväggen samt avkyldes med
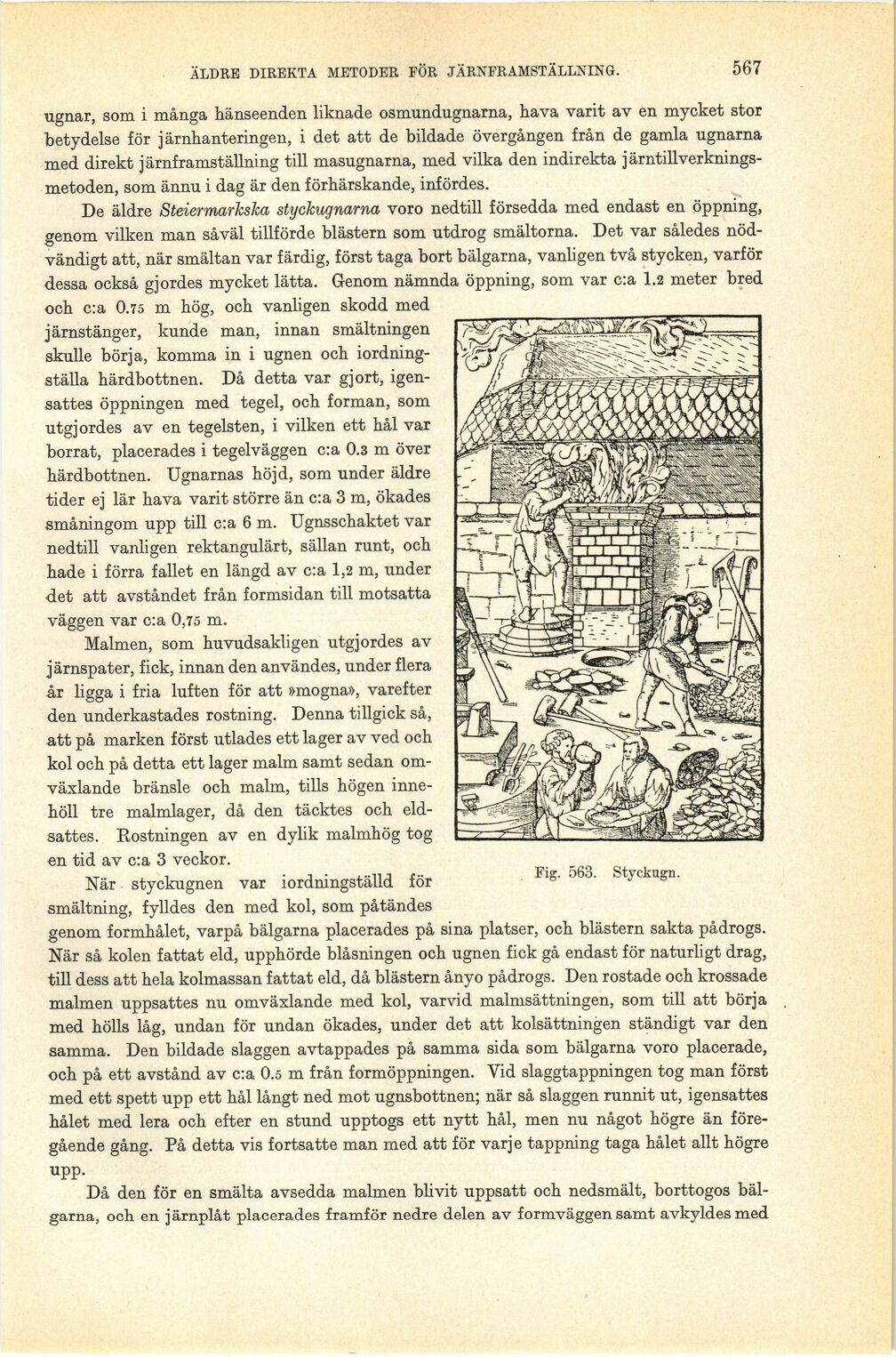
Fig. 563. Styckugn.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}