
Full resolution (JPEG) - On this page / på denna sida - V. Järnet, dess framställning och första behandling, av G. Ödqvist - Indirekt framställning av smidbart järn - Götjärnsmetoder

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
652
JÄRNET, DESS FRAMSTÄLLNING OCH FÖRSTA BEHANDLING.
har den fördelen vunnits, att rummet under själva härden blivit fritt, så att, om stålet
skulle skära ut, det ej, såsom förekommit vid andra konstruktioner, rinner ned i
regeneratorerna och där stelnar. Dessutom får man plats för stora och rymliga sot- och
slaggsäckar, varigenom igensättningen av regeneratorerna betydligt fördröjes.
Gas och luft kunna införas i smältrummet på olika sätt. Vid mindre martinugnar
använder man ofta s. k. gaUeriinledning, varvid ett antal gas- och luftgluggar anordnas
i en horisontal rad och alternerande med varandra. Vid större ugnar införas gas och
luft däremot vanligen genom stora portar, som oftast äro så anbragta, att luftportarna
äro placerade ovanför gasportarna, båda med en lutning nedåt mot härdbottnen.
Fig. 645 visar en amerikansk 60 tons basisk martinugn, försedd med luft- och
gasportar. Dessas lutning göres dock vanligen något större än vad fallet är enligt denna
konstruktion.
År 1883 uttogs ett patent av engelsmännen F. W. Dick och James Riley på en
martinugn med avlyftbart valv. En sådan ugn fanns år 1899 i Homestead Steel Works
vid Pittsburg. Valvet över härden var murat inuti en stark ram av järnkonstruktion,
vari kättingar voro fästade, så att man medelst en kran kunde upplyfta ramen med
valvet och föra den till sidan, så att härden blev tillgänglig uppifrån. Ugnen användes
för nedsmältning av
sjunk-huvuden till pansargöt, vilka
voro så stora, att de ej utan
styckning hade kunnat
char-geras genom luckorna.
Ugnar med rörlig
härd. Förut har omnämnts
Siemens’ roterande martinugn
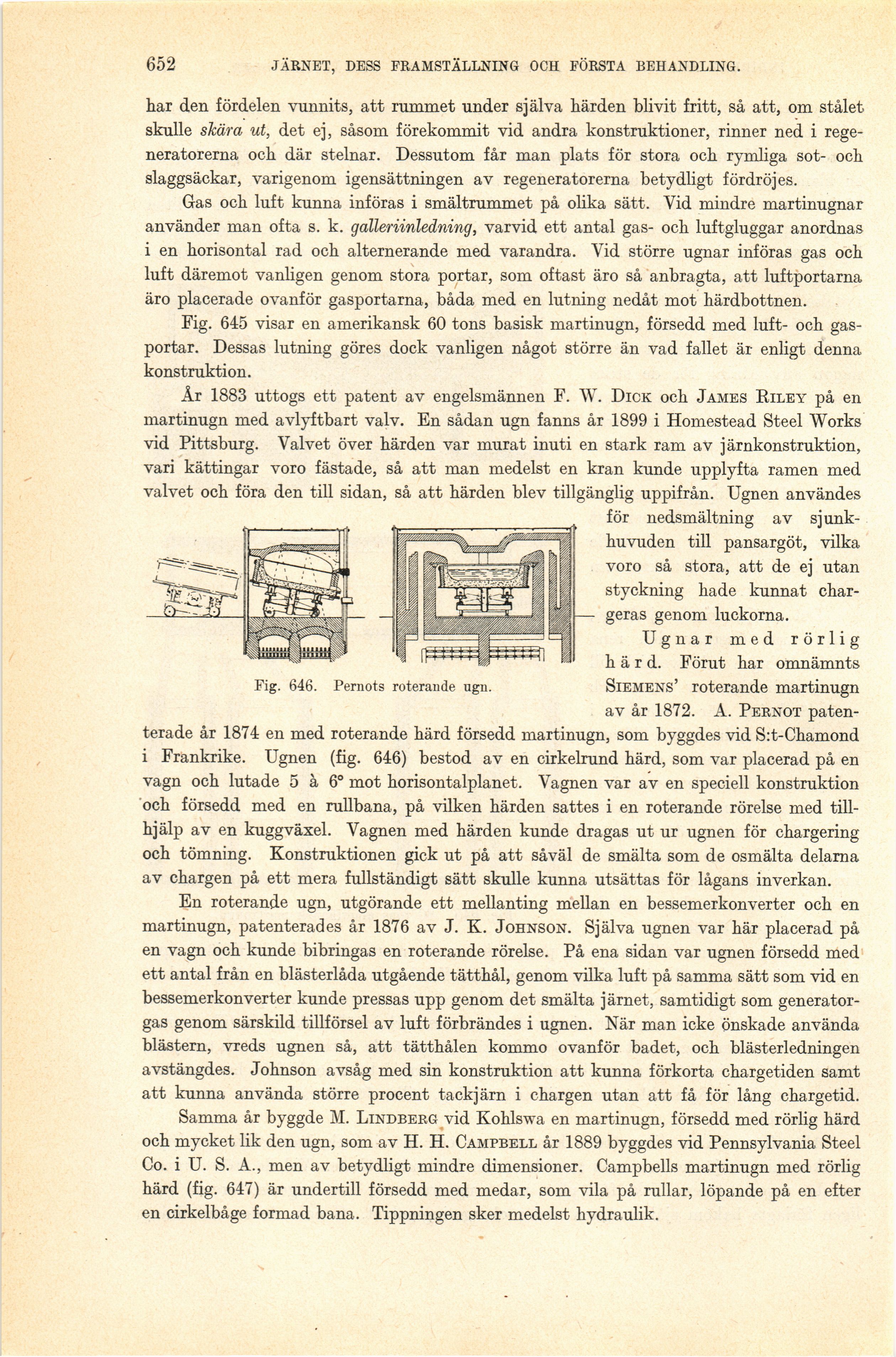
av år 1872. Å. Pernot paten-
terade år 1874 en med roterande härd försedd martinugn, som byggdes vid S:t-Chamond
i Frankrike. Ugnen (fig. 646) bestod av en cirkelrund härd, som var placerad på en
vagn och lutade 5 å 6° mot horisontalplanet. Vagnen var av en speciell konstruktion
och försedd med en rullbana, på vilken härden sattes i en roterande rörelse med
tillhjälp av en kuggväxel. Vagnen med härden kunde dragas ut ur ugnen för chargering
och tömning. Konstruktionen gick ut på att såväl de smälta som de osmälta delarna
av chargen på ett mera fullständigt sätt skulle kunna utsättas för lågans inverkan.
En roterande ugn, utgörande ett mellanting mellan en bessemerkonverter och en
martinugn, patenterades år 1876 av J. K. Johnson. Själva ugnen var här placerad på
en vagn och kunde bibringas en roterande rörelse. På ena sidan var ugnen försedd med
ett antal från en blästerlåda utgående tätthål, genom vilka luft på samma sätt som vid en
bessemerkonverter kunde pressas upp genom det smälta järnet, samtidigt som
generatorgas genom särskild tillförsel av luft förbrändes i ugnen. När man icke önskade använda
blästern, vreds ugnen så, att tätthålen kommo ovanför badet, och blästerledningen
avstängdes. Johnson avsåg med sin konstruktion att kunna förkorta chargetiden samt
att kunna använda större procent tackjärn i chargen utan att få för lång chargetid.
Samma år byggde M. Lindberg vid Kohlswa en martinugn, försedd med rörlig härd
och mycket lik den ugn, som av H. H. Campbell år 1889 byggdes vid Pennsylvania Steel
Co. i U. S. A., men av betydligt mindre dimensioner. Campbells martinugn med rörlig
härd (fig. 647) är undertill försedd med medar, som vila på rullar, löpande på en efter
en cirkelbåge formad bana. Tippningen sker medelst hydraulik.
Fig. 646. Pernots roterande ugn.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}