
Full resolution (JPEG) - On this page / på denna sida - XII. Kautschuk. Av K. F. Hagelin - Den fabriksmässiga tillverkningen av kautschukvaror - Gummiblandningens bearbetning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
606
KAUTSCHUK.
Fig. 380. Form för gummiklackar visande placeringen av
ämnen och brickor.
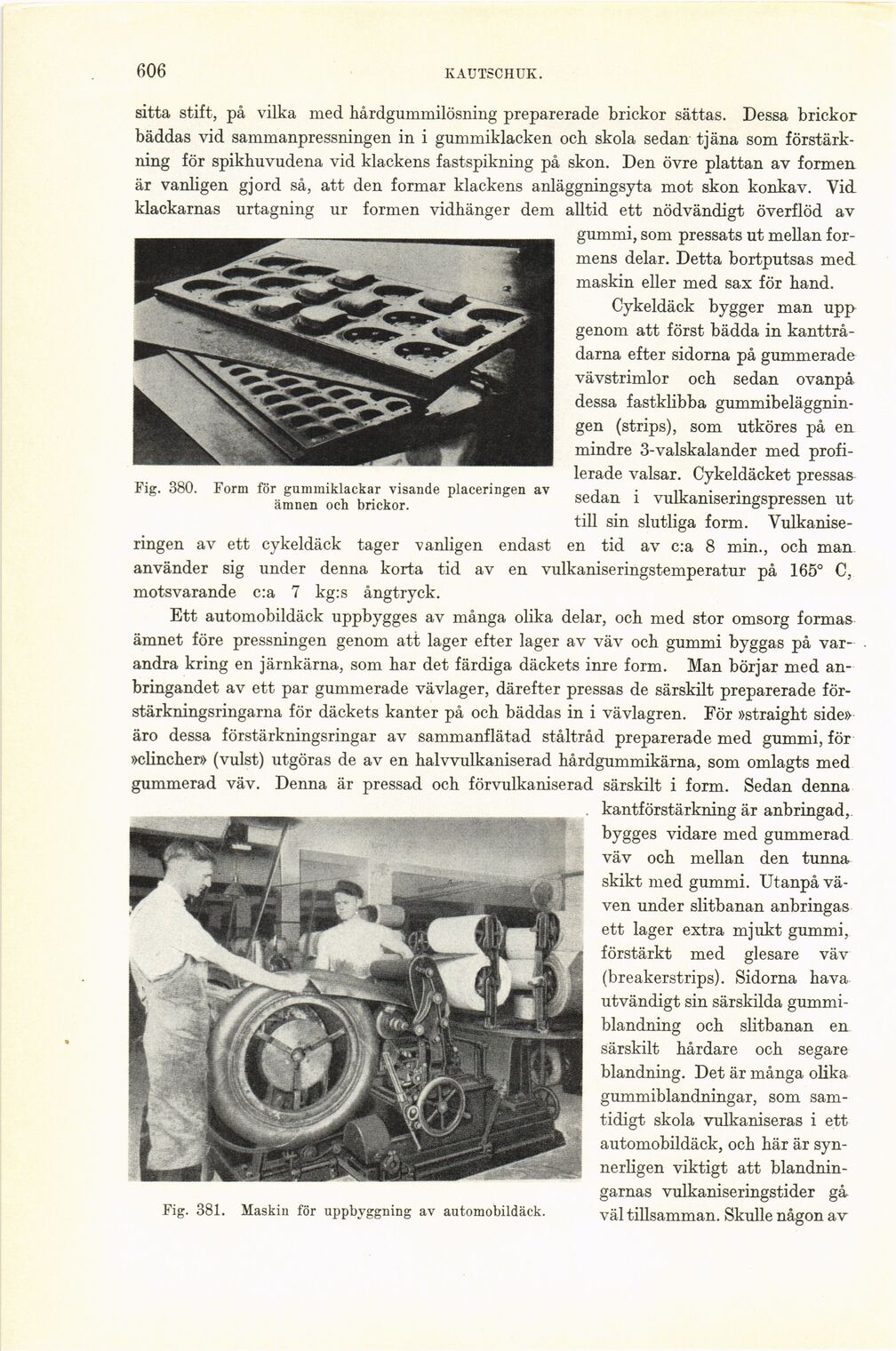
Fig. 381. Maskin för uppbyggning av automobildäck.
sitta stift, på vilka med hårdgummilösning preparerade brickor sättas. Dessa brickor
bäddas vid sammanpressningen in i gummiklacken och skola sedan tjäna som
förstärkning för spikhuvudena vid klackens fastspikning på skon. Den övre plattan av formen
är vanligen gjord så, att den formar klackens anläggningsyta mot skon konkav. Vid
klackarnas urtagning ur formen vidhänger dem alltid ett nödvändigt överflöd av
gummi, som pressats ut mellan
formens delar. Detta bortputsas med
maskin eller med sax för hand.
Cykeldäck bygger man upp
genom att först bädda in
kanttrådarna efter sidorna på gummerade
vävstrimlor och sedan ovanpå
dessa fastklibba
gummibeläggningen (strips), som utköres på en
mindre 3-valskalander med
profilerade valsar. Cykeldäcket pressas
sedan i vulkaniseringspressen ut
till sin slutliga form.
Vulkanise
ringen av ett cykeldäck tager vanligen endast en tid av c:a 8 min., och man
använder sig under denna korta tid av en vulkaniseringstemperatur på 165° C,
motsvarande c:a 7 kg:s ångtryck.
Ett automobildäck uppbygges av många olika delar, och med stor omsorg formas
ämnet före pressningen genom att lager efter lager av väv och gummi byggas på
varandra kring en järnkärna, som har det färdiga däckets inre form. Man börjar med
anbringandet av ett par gummerade vävlager, därefter pressas de särskilt preparerade
för-stärkningsringarna för däckets kanter på och bäddas in i vävlagren. För »straight side»
äro dessa förstärkningsringar av sammanflätad ståltråd preparerade med gummi, för
»clincher» (vulst) utgöras de av en halvvulkaniserad hårdgummikärna, som omlagts med
gummerad väv. Denna är pressad och förvulkaniserad särskilt i form. Sedan denna
kantförstärkning är anbringad,,
bygges vidare med gummerad
väv och mellan den tunna
skikt med gummi. Utanpå
väven under slitbanan anbringas
ett lager extra mjukt gummi,
förstärkt med glesare väv
(breakerstrips). Sidorna hava
utvändigt sin särskilda
gummiblandning och slitbanan en
särskilt hårdare och segare
blandning. Det är många olika
gummiblandningar, som
samtidigt skola vulkaniseras i ett
automobildäck, och här är
synnerligen viktigt att
blandningarnas vulkaniseringstider gå
väl tillsamman. Skulle någon av
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}